Typical Applications
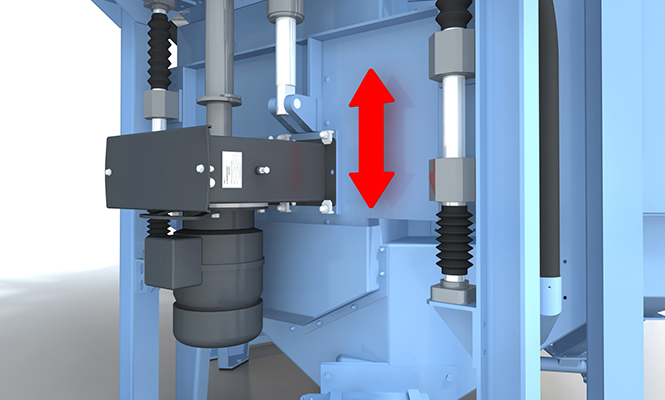
Option: Height Adjustable Blast Wheels
This option is used in SDT blast machines with horizontally arranged blast wheels. The blast wheel oscillates during the blast process to increase the blast area by up to 250 mm.
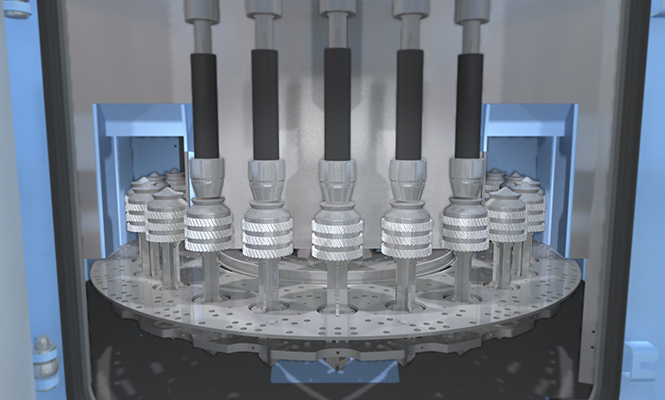
Height adjustable blast wheels offer the advantage that several stacked workpieces, such as gear wheels and also targeted areas of a gear shaft can be blasted. Furthermore, this option provides very short indexing times (without downtimes), high production rates, a homogenous shot distribution over the whole height of the blast pattern and a uniform internal compressive stress pattern.
Other available options:
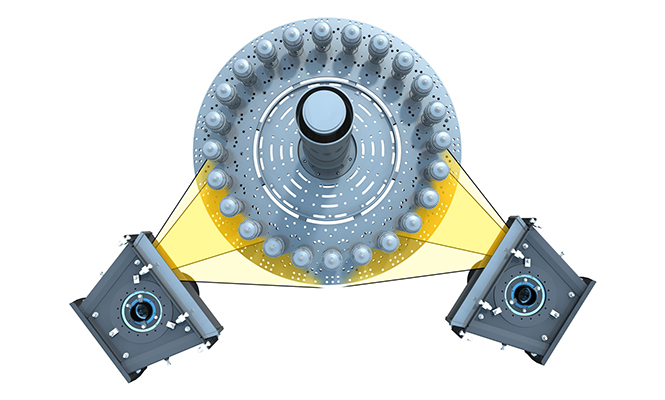
- Control by camera detection
- Marking and blow-off station
- Carriage for workpiece holders
- Visual presentation of the fault analysis
- Roof blade to expand the blast area up to ca. 120 mm
Process Reliability for Blast Machines
The surface treatment of safety components, amongst others, demands strict compliance to exactly defined, reproducible parameters. To keep the optimal blast parameters constant allowing a maximal improvement of the workpiece properties and an exact monitoring and regulation of the blast processes, Wheelabrator has compiled a process reliability package (patented) which has been further developed in the frame of Industry 4.0.
This provides decisive advantages:
- Minimisation of machine downtimes
- Control of the shot projecting speed
- Control of the blast pattern and automatic readjustment
- Wear test of the blast wheel blades by vibration control
- Regulation of the shot flow rate in kg/min
- Satellite rotation control
- Blast wheel speed regulation
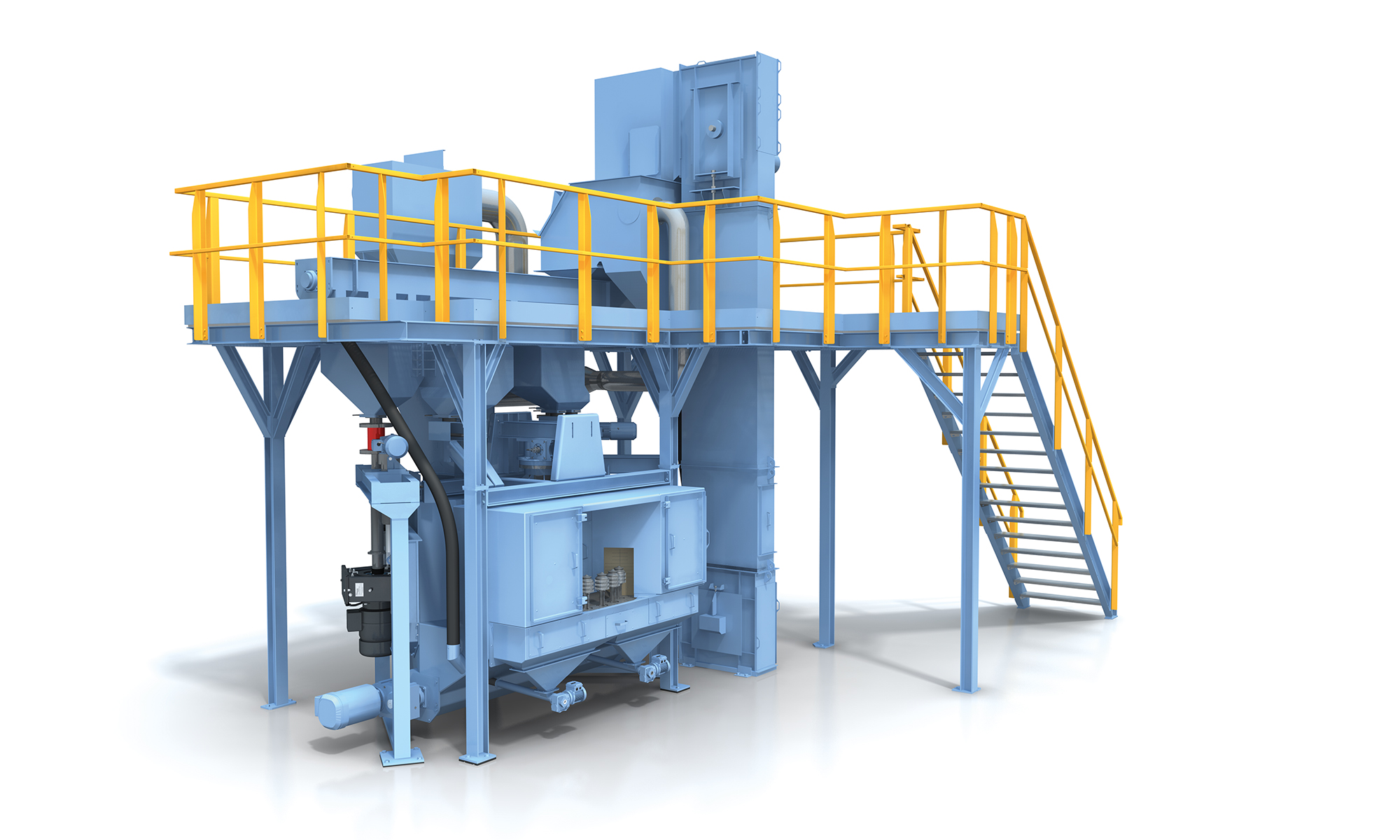
SDT Blast Machines for Shot Peening Processes
Shot peening, also called hardening or ball blasting, is a long-established procedure in metal processing. It prevents the generation and spread of cracks on and underneath the surface; these cracks are primarily caused by alternating stresses, vibrations, friction or corrosion.
Round steel shot impingement on the surface generates a reproducible internal compressive stress in the near-surface areas which improves the mechanical properties of the workpieces.
Shot peened components withstand higher stresses, the service life of highly stressed components can be significantly increased and fatigue strength can be considerably improved.



{kind=link}
{kind=link}
{kind=link}
{kind=link}