


Was ist Kugelstrahlen?
Kugelstrahlen oder Verfestigungsstrahlen, beide Namen werden im Arbeitsalltag benutzt, ist ein Prozess, der spezifisch entwickelt wurde, um die Eigenschaften der Bauteile zu verbessern, die hohen wechselnden Belastungen ausgesetzt sind.
Oberflächenbehandlungsverfahren wie Schleifen, Fräsen, Biegen oder Wärmebehandlungsverfahren verursachen Zugeigenspannungen. Diese führen zu einer geringeren Lebensdauer der Bauteile.
Das Verfestigungsstrahlen verwandelt die Zugeigenspannungen in Druckeigenspannungen, welche zu einer deutlichen Erhöhung der Lebensdauer führen und die maximalen Lasteigenschaften wesentlich verbessern.
- Kugelstrahlen wird zur Steigerung der Druckeigenspannung bei Komponenten eingesetzt, die hohen und wechselnden Belastungen ausgesetzt sind. Kugelstrahlen vermindert zudem die Spannungsrisskorrosion.
- Peen Forming: Dieser Vorgang verdichtet und erweitert die oberste Schicht einer Komponente und biegt diese dadurch. Typische Anwendungen sind das Formen von Hüllen, Flügelklappen, Zugangsöffnungen und Rumpfsegmenten
- Verzerrungskorrektur: (das Gegenteil von Peen Forming) Kugelstrahlen wird verwendet, um einen bestimmten Bereich zu dehnen und zu komprimieren, um eine perfekte Flachheit zu erhalten, nachdem ein Teil durch Hitze oder Beanspruchung verzerrt wurde. Komplexe Strukturteile, Rippen und Holme werden typischerweise diesem Verfahren unterzogen.
Wie funktioniert Kugelstrahlen?
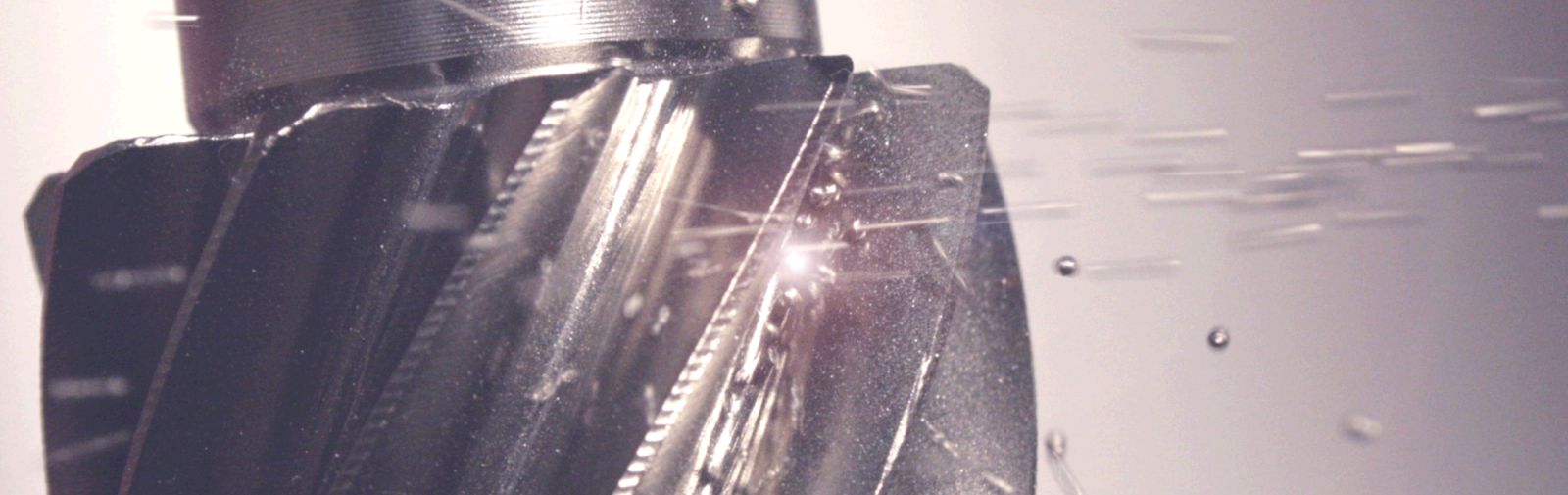
Kugelstrahlen, auch Shot Peening genannt, ist ein Kaltverfestigungsverfahren, durch das eine Schicht mit Druckeigenspannungen erzeugt und die mechanischen Eigenschaften von Metallen verändert wird. Dabei wird eine Oberfläche mit Strahlmittel (runde Metall-, Glas- oder Keramikpartikel) beaufschlagt, mit einer Kraft, die ausreicht, um plastische Verformung zu erzeugen. Das Strahlen einer Oberfläche erzeugt eine plastische Ausdehnung, welche die mechanischen Eigenschaften der Oberfläche verändert.
Der Hauptvorteil des Kugelstrahlens ist das Verzögern oder Verhindern von Rissbildungen in stark zugbelasteten Legierungen.
Wir können diese unerwünschten produktions- und betriebsbedingten Zugbelastungen in eine Druckeigenspannung umwandeln und so die Lebensdauer der Bauteile verlängern.
Bei diesem Verfahren wird in der Oberfläche des Bauteils eine Druckeigenspannung erzeugt. Die Druckeigenspannung verhindert die Bildung von Rissen, da diese sich in der durch das Shotpeening erzeugten druckbelasteten Umgebung nicht ausbreiten können.
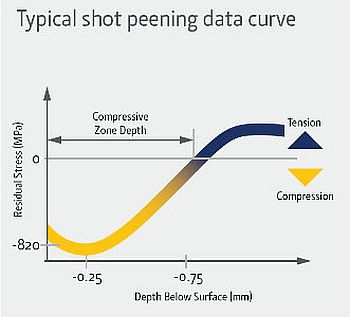
Druckeigenspannungen werden erzeugt, wenn durch das Auftreffen der einzelnen Strahlpartikel auf dem Bauteil eine kleine Vertiefung entsteht. Wenn die Oberfläche eingedrückt wurde, wird das Material unter den Vertiefungen zusammen gedrückt. Shotpeening erzeugt nicht nur eine Vertiefung, sondern viele Tausend auf der gesamten Oberfläche. Am Ende ist das Bauteil von einer druckbelasteten Schicht umgeben.
Die Vorteile des Verfahrens sind erwiesen, sowohl für Bauteile in hoch belasteten, jedoch sehr kurzlebigen Umgebungen wie beispielsweise in der Formel 1, als auch für kritische Bauteile mit viel längerem und gemäßigterem Arbeitsleben, wie z.B. Flugzeug-Triebwerken und -Aufbauten
Den Prozess kontrollieren
Der Wert der Druckeigenspannung hängt von einer Reihe von Variablen ab, unter anderem von den Parametern des Kugelstrahlprozesses und der Härte des Bauteilmaterials.
Da der Prozess häufig zur Verbesserung von sicherheitskritischen Bauteilen eingesetzt wird, ist es wichtig, dass die korrekte Druckintensität mit hoher Wiederholbarkeit erzeugt wird.
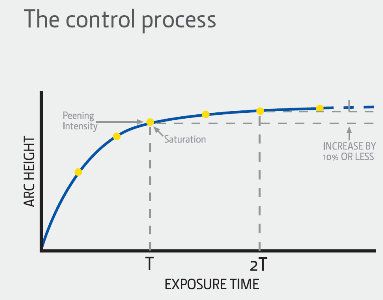
Man ist nicht auf Vermutungen angewiesen, wenn man ein System nutzt, das die vom Strahlmittel erzeugte Energie anzeigt. Dies wird mit dem ‘Almen’-Streifentestverfahren erreicht. Der Almen-Streifen, hergestellt aus Federstahl, mit strikter Toleranz hinsichtlich Härte und Ebenheit, wird nur auf einer Seite gestrahlt. Die Auswirkungen der Druckbelastung auf den Streifen führen zu Wölbungen bzw. Krümmungen. Das Ausmaß der Krümmung ist proportional zu der vom Strahlmittel ausgeübten Energie. Diese wird auf einem ‘Almen-Messgerät’ gemessen.
Die Bogenhöhe des Almen-Streifen variiert sowohl aufgrund der Geschwindigkeit als auch der Masse des Strahlmittels, d.h., aufgrund der vom Strahlmittelstrom erzeugten und vom Streifen absorbierten Energiemenge. Die Sättigung eines Bauteils gilt als erreicht, wenn sich bei Verdoppelung der Strahlzeit die Bogenhöhe bzw. Biegung des Almen-Streifens um 10% oder weniger ändert. Dieser Kontrollvorgang wird in einer Tabelle dargestellt..
{kind=link}