Advanced Internal Cleaning Machine (AIC)
Advanced Internal Cleaning Airblast Machine
Technology: Airblast
Application: Internal Cleaning
Industry: Medium/Heavy
Process: In-line
Key Benefits
- Thorough cleaning of internal surfaces, bores and apertures
- Complete process control system to achieve repeatability
- Traceability of process parameters
- Swap over of tools improves flexibility and cost per part
Features
- Wheelabrator offers a variety of configurations for this machine for a broad range of parts
- Bores and Apertures to a minimum diameter of 5mm can be blasted
- Straight and curved blast nozzles are available as standard
- Customised blast nozzles can be developed for special applications
Applications
Internal blasting the bores and water jacket apertures of cylinder heads, crankcases, motor blocks and similar complex castings
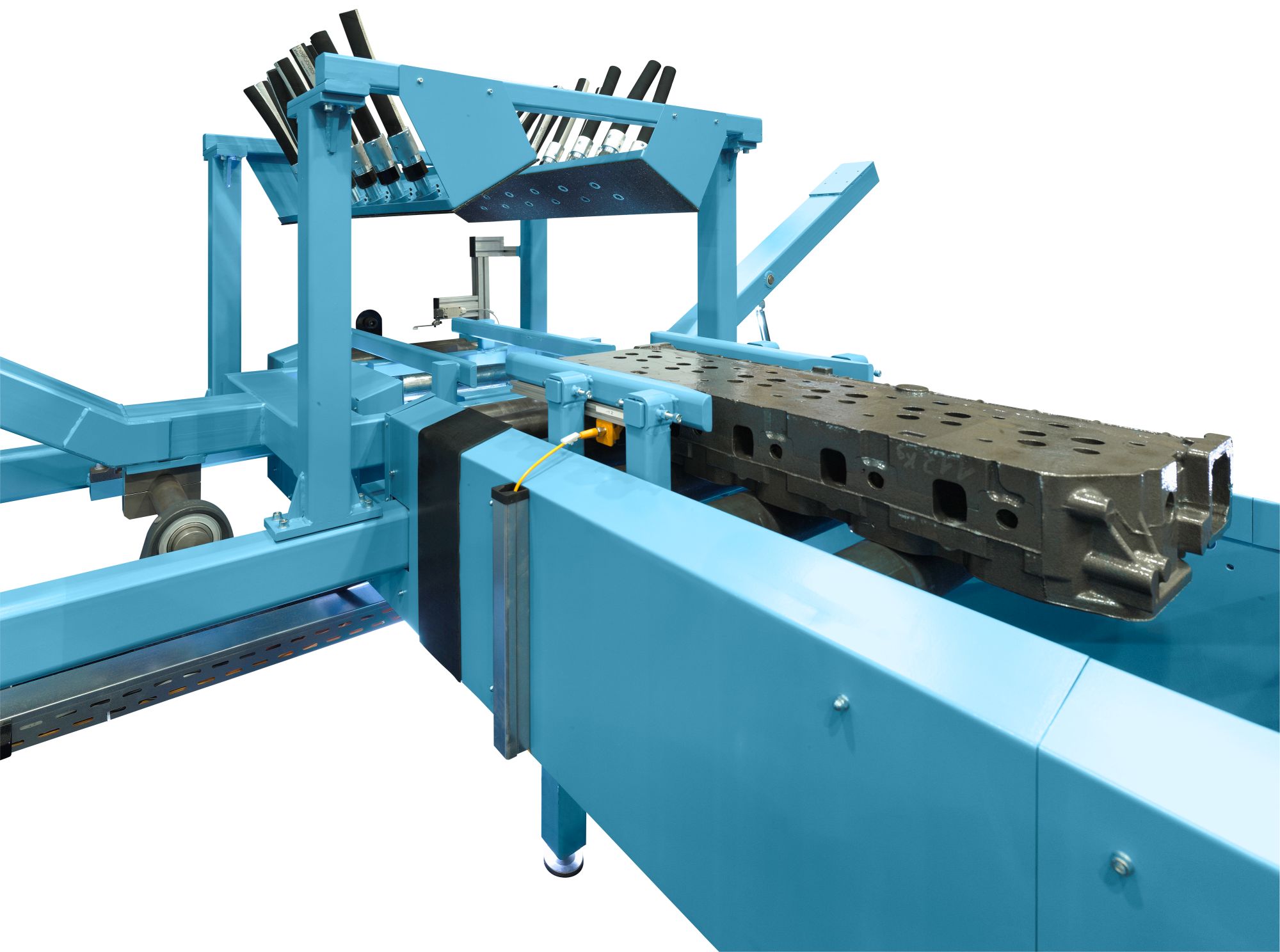
Workpiece Handling
Due to the modular construction of the AIC machines, they can be easily adapted to suit various workpieces, blast applications and throughputs.
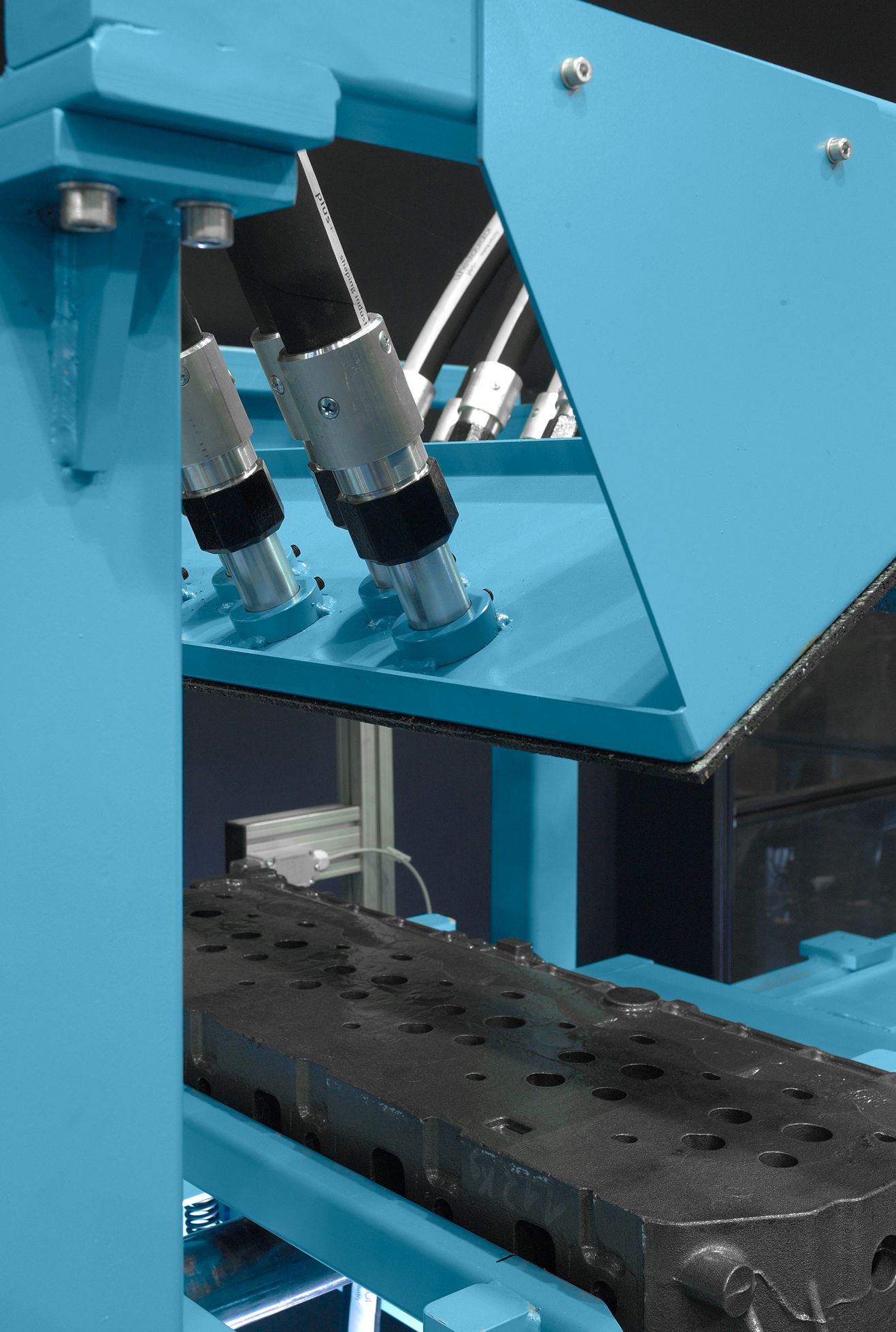
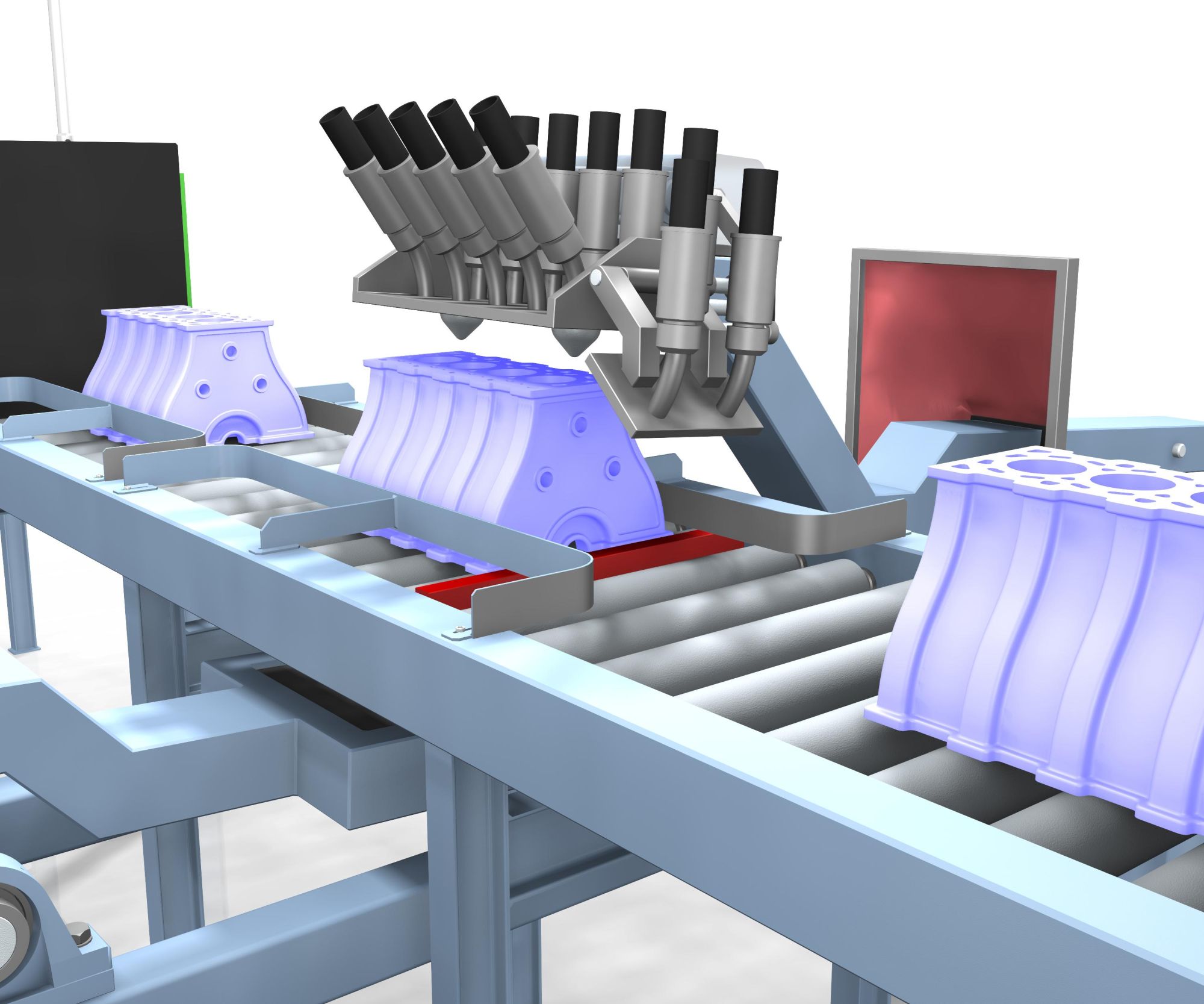
For the internal blasting of cylinder heads, workpiece pivoting devices are used which move the cylinder heads towards the stationary nozzles, and the abrasive outflow from the interior bores is significantly aided.
Pivoting nozzles at the bottom allow the simultaneous blasting of bores on the underside.
However, during motor block blasting, the nozzles or lances are pivoted onto or into the bores and apertures.
Combinations of both systems in one machine are also possible. Depending on the desired throughput, several parallel working systems can be installed one after the other.
Three fully automated transport systems are available which take the workpieces into, through the machine and on to the next part of the process.
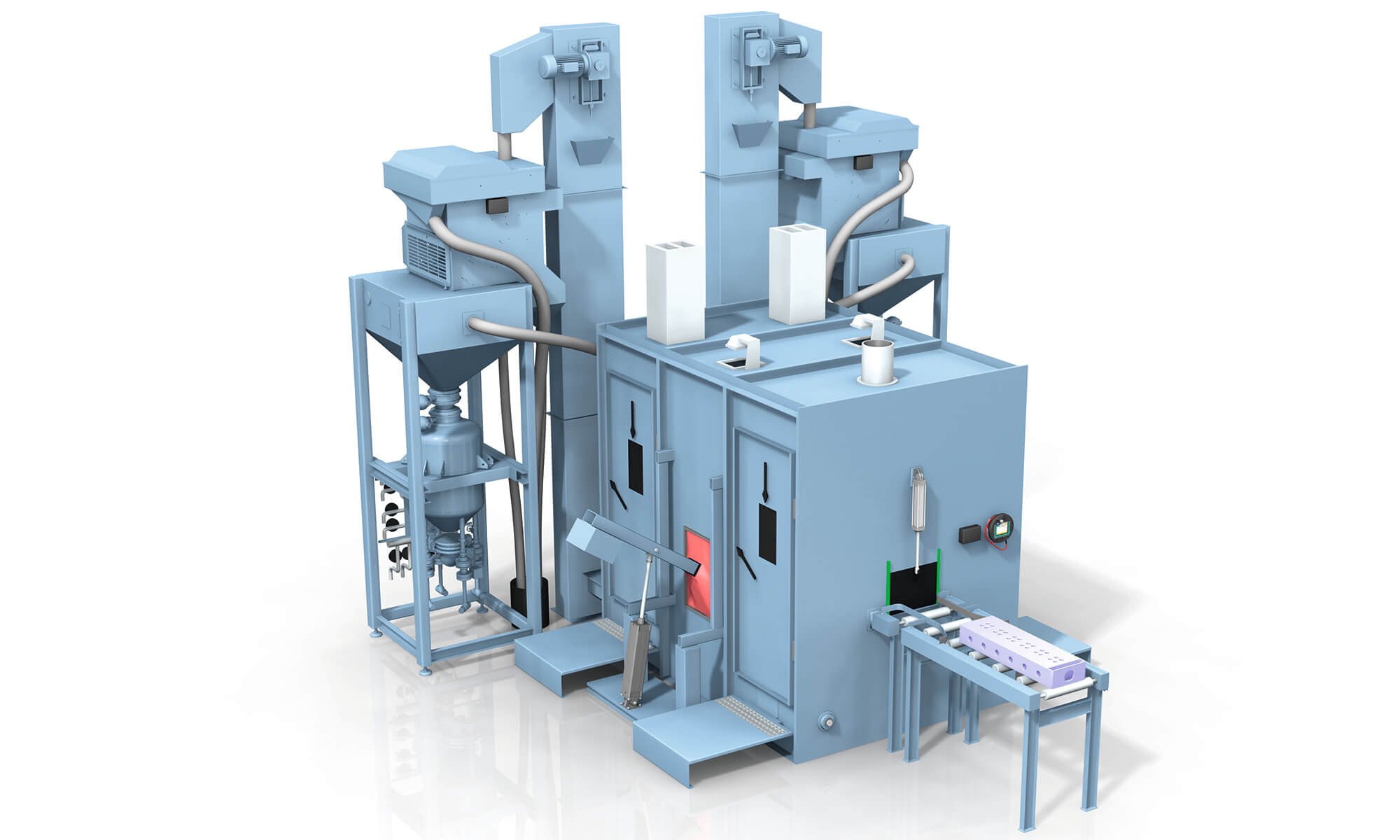
The Advanced Internal Cleaning Machine (AIC) is the first of its kind, increasing efficiency and repeatability, improving quality and reducing process times.
Flexible Machine Design
Various workpiece or nozzle lifting and lowering devices are integrated depending on the arrangement of the bores and apertures to be blasted.
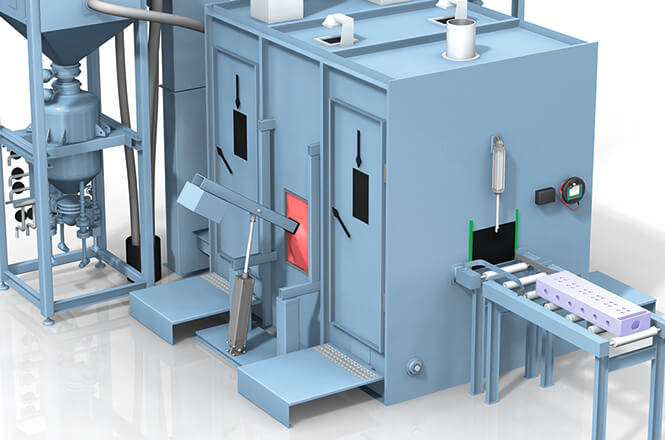
Several simultaneously working blast stations are arranged in a series determined by the desired production rate. After blasting, the bores and workpieces are cleaned of abrasive either by compressed air or swivelling the part.
The machine can be delivered as a stand alone unit where workpieces are lifted to the nozzles or where nozzles move towards the workpiece, or with a fully automated transport system integrated in a production line.
The AIC machines follow the Module8 principles.
Airblast Nozzle Choice
For every bore and aperture type and position on the workpiece, different blast nozzles are needed. A range of straight and curved standard blast nozzles are available. For special applications where these nozzles are not sufficient, Wheelabrator Group can develop customised blast nozzles.
Blast Lances
For the direct treatment of internal areas, stationary or rotating blast lances are also used. The blast lances are moved into the bores so that a targeted and direct blasting of the internal area is possible. Blast lances can be used for bores and apertures to a minimum size of 5mm.
Cabinet Housing
The cabinet housing is made from screwed panels, which allow the easy adaptation of the cabinet to the requirements of the blast machine, the number of blast stations, waiting positions, cleaning stations, and so forth. The housing is spaciously designed so that it can be accessed for maintenance, modification and set up work.
The inner walls are lined with special rubber which serves not only as wear protection, but also reduces the noise level, often meaning that a further noise insulating enclosure is unnecessary. The roof of the machine is accessible and used for the installation of the integrated Y-pieces for the blast hoses.
Machine Dust Extraction
During the blasting process, dust and undersized abrasive is generated by rust and scale removed from the workpieces. The undersized abrasive is separated in the abrasive cleaner which is individually adjusted to the different abrasive sorts and sizes.
The appropriate negative pressure is generated by a cartridge filter where size and volumetric flow is adapted to the machine size or to the number of blast nozzles. A baffle swing plate preceding the filter unit separates undersized abrasive (protection against unnecessary wear of the filter cartridge), and it is additionally certified as a spark separator and an important element for the adherence of the ATEX legislation.
The installed cartridge filters work with automatic cleaning by compressed air pulses, which are adjustable in their intensity and duration. All elements on the filter are free from ignition sources.
Abrasive
Round steel shot is the most commonly used abrasive for the internal blasting of castings. Due to its weight, this abrasive can be sufficiently accelerated for the passage through the whole length of the apertures without being hindered by numerous collisions with the walls. This abrasive therefore has a sufficient blasting efficiency even in long apertures.
Abrasive grain size is dependent on the size and length of the apertures and the permissible roughness. However, more often, cut wire is used. This is more expensive, but has the essential advantage of less scrap grains which significantly reduces the abrasive loss and the expense of abrasive reclamation.